







0092A aplicação de filme de PVC prateado e folha de alumínio em embalagens blister farmacêuticas
Material: ROLO DE PVC
Espessura 0,45-0,018 mm - personalização
Tamanho: 80MM/130MM/Personalização
GRAU: filme de grau farmacêutico
cor: branco/prata personalização
localização: china
Uso: Farmacêutico, alimentos secos
- TOPLEADER
- China
- 15 DIAS ÚTEIS
- 5000 toneladas/mês
- em formação
- vídeo
- baixar
Aplicação de filme de PVC prateado e folha de alumínio em embalagens blister farmacêuticas
I. Introdução à Embalagem Blister Farmacêutica
Na indústria farmacêutica moderna, a embalagem desempenha um papel fundamental na proteção da integridade e eficácia dos medicamentos. A embalagem blister farmacêutica surgiu como uma das formas mais prevalentes e confiáveis de embalagem de medicamentos. Ela não apenas fornece uma barreira física contra contaminantes externos, como umidade, luz e ar, mas também oferece conveniência na dosagem e armazenamento.

Os dois materiais comumente usados em embalagens blister farmacêuticas são filme de PVC prateado e folha de alumínio, cada um possuindo propriedades únicas que contribuem para a funcionalidade geral e eficácia da embalagem. Este artigo se aprofunda nas características, aplicações, vantagens e considerações associadas ao uso de filme de PVC prateado e folha de alumínio em embalagens blister farmacêuticas.
II. Características do filme de PVC prateado
II.1. Composição do material e propriedades básicas
O filme de PVC prateado é composto principalmente de cloreto de polivinila (PVC), um polímero sintético feito pela polimerização de monômeros de cloreto de vinila. Os principais componentes químicos incluem átomos de carbono, hidrogênio e cloro. As resinas de PVC fornecem a estrutura básica, e vários aditivos são incorporados durante o processo de fabricação. Esses aditivos podem melhorar propriedades específicas, como flexibilidade, estabilidade e coloração.

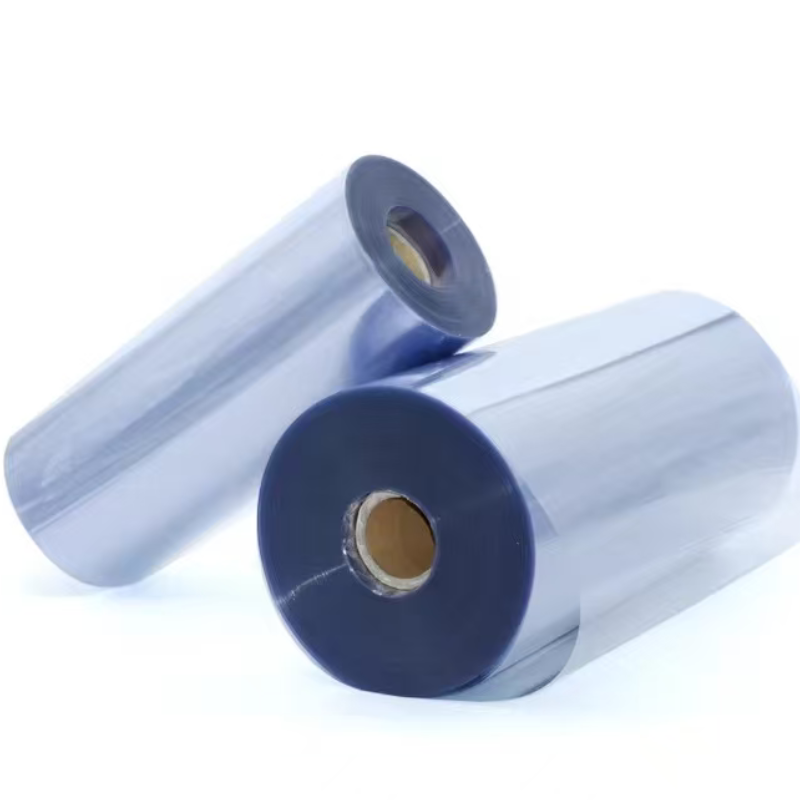
O filme de PVC prateado exibe certa transparência, permitindo a inspeção visual dos produtos farmacêuticos embalados até certo ponto. Ele possui boa flexibilidade, permitindo que seja facilmente moldado em diferentes formatos durante o processo de embalagem blister. Essa flexibilidade é crucial para acomodar várias formas e tamanhos de medicamentos. Em termos de durabilidade, ele pode suportar condições normais de manuseio e armazenamento sem deformação ou danos significativos. No entanto, sua durabilidade pode ser afetada por fatores como temperatura, umidade e exposição a certos produtos químicos.
A transparência do filme de PVC prateado é benéfica para identificar rapidamente o medicamento dentro da embalagem, o que é conveniente tanto para pacientes quanto para profissionais de saúde. Sua flexibilidade permite a produção eficiente de cavidades de blister com formatos e tamanhos precisos, garantindo um ajuste confortável para os medicamentos. A durabilidade garante que a embalagem permaneça intacta durante o transporte e armazenamento, protegendo os medicamentos de danos físicos.
II.2. Vantagens da Embalagem Blister Farmacêutica
Uma das vantagens significativas do filme de PVC prateado em embalagens blister farmacêuticas é sua excelente conformabilidade. Ele pode ser termoformado em uma ampla variedade de designs de cavidades de blister para acomodar diferentes formas de medicamentos, como comprimidos, cápsulas e pastilhas. Essa versatilidade na modelagem permite uma embalagem eficiente de vários medicamentos, maximizando o uso do espaço disponível e reduzindo o desperdício.
O filme de PVC prateado também oferece uma resistência relativamente boa ao impacto. Durante o manuseio, transporte e até mesmo quedas acidentais, ele pode absorver e dissipar a energia, protegendo os medicamentos de quebra ou danos. Essa resistência ao impacto é essencial para manter a integridade dos produtos farmacêuticos e garantir sua eficácia.
A relação custo-benefício é outro aspecto atraente do filme de PVC prateado. Comparado a alguns materiais de embalagem alternativos, ele é mais acessível, o que é uma consideração importante para fabricantes farmacêuticos, especialmente ao lidar com grandes volumes de produção. O menor custo sem sacrificar as funções básicas de embalagem o torna uma escolha popular para muitos produtos farmacêuticos.
Por exemplo, na embalagem de medicamentos comuns de venda livre, a conformabilidade do filme de PVC prateado permite a criação de blisters que podem conter diferentes formatos e tamanhos de comprimidos. A resistência ao impacto garante que os comprimidos permaneçam intactos mesmo se a embalagem for manuseada incorretamente durante o transporte ou em um ambiente de varejo. A relação custo-benefício do uso do filme de PVC prateado ajuda a manter o custo geral de produção desses medicamentos sob controle, tornando-os mais acessíveis aos consumidores.
II.3. Desvantagens e Limitações
Apesar de suas vantagens, o filme de PVC prateado tem certas desvantagens e limitações. Sob condições específicas, como altas temperaturas ou exposição prolongada a certas substâncias, ele pode liberar substâncias nocivas. Por exemplo, quando aquecido acima da faixa de temperatura recomendada, ele pode potencialmente emitir compostos à base de cloro, o que pode representar um risco à qualidade e segurança dos medicamentos embalados.

Sua resistência a alguns produtos químicos é relativamente baixa. Em um ambiente de armazenamento onde há ácidos fortes, álcalis ou solventes, o filme de PVC pode sofrer reações químicas que podem comprometer sua integridade e propriedades de barreira. Durante os processos de esterilização, se métodos de esterilização inadequados forem usados, o filme também pode ser afetado, levando a uma redução em seu desempenho.
As propriedades de barreira do filme de PVC prateado, particularmente sua capacidade de impedir a entrada de umidade e oxigênio, são limitadas em comparação a alguns outros materiais de embalagem. Com o tempo, esse desempenho de barreira limitado pode afetar a estabilidade de longo prazo de certos medicamentos, especialmente aqueles que são sensíveis à umidade ou oxidação. Por exemplo, medicamentos com propriedades higroscópicas podem absorver umidade através do filme de PVC, levando à degradação ou perda de potência.
Concluindo, embora o filme de PVC prateado ofereça vários benefícios em embalagens blister farmacêuticas, suas limitações também devem ser cuidadosamente consideradas. Os fabricantes farmacêuticos precisam avaliar os requisitos específicos de cada medicamento e o ambiente geral da embalagem para determinar se o filme de PVC prateado é a escolha mais adequada ou se medidas adicionais precisam ser tomadas para mitigar suas desvantagens.
III. Características da Folha de Alumínio
III.1. Características e composição do material
O alumínio é um metal leve com uma densidade de aproximadamente 2,7 g/cm³. Ele tem uma estrutura cristalina cúbica de face centrada, o que lhe confere boa ductilidade e maleabilidade. O alumínio puro é relativamente macio, então na produção de papel alumínio para embalagens farmacêuticas, certos elementos de liga são frequentemente adicionados para melhorar sua resistência e outras propriedades. A liga mais comumente usada é a liga de alumínio 8011, que contém elementos como ferro e silício. Esses elementos de liga podem aumentar a dureza e a resistência à tração do papel alumínio, mantendo sua boa conformabilidade.
O processo de produção de papel alumínio envolve várias etapas de laminação. Primeiro, os lingotes de alumínio são aquecidos e laminados em folhas grossas e, então, por meio de laminação a frio contínua, a espessura é gradualmente reduzida ao nível necessário, geralmente variando de 0,02 mm a 0,03 mm para embalagens farmacêuticas. Durante esse processo, a superfície do papel alumínio se torna lisa, exibindo um brilho metálico único. Essa superfície lisa não é apenas esteticamente agradável, mas também benéfica para operações subsequentes de impressão e revestimento.
A pureza da folha de alumínio usada em produtos farmacêuticos é geralmente alta, geralmente acima de 99%. A alta pureza garante que a folha de alumínio tenha boa estabilidade química e não libere substâncias nocivas que possam contaminar os medicamentos. A composição da liga é cuidadosamente controlada para atender aos requisitos específicos da embalagem farmacêutica, como garantir resistência mecânica e propriedades de barreira adequadas.
III.2. Superioridades em Embalagens Blister Farmacêuticas
Uma das características mais marcantes da folha de alumínio é sua excelente capacidade de bloquear a luz. Ela pode bloquear quase completamente a luz ultravioleta, visível e infravermelha, protegendo efetivamente os medicamentos sensíveis à luz da degradação causada pela exposição à luz. Por exemplo, muitos antibióticos, vitaminas e certos hormônios são sensíveis à luz. Quando embalado com folha de alumínio, a estabilidade química do medicamento é significativamente melhorada, mantendo sua potência e qualidade por um período mais longo.
A folha de alumínio também demonstra excelentes propriedades de barreira contra gases como oxigênio e umidade. A permeabilidade extremamente baixa da folha de alumínio a esses gases impede a entrada de oxigênio e umidade, que são fatores comuns que contribuem para a degradação de medicamentos. Isso é crucial para medicamentos propensos à oxidação ou hidrólise, como alguns medicamentos cardiovasculares e certas preparações da medicina tradicional chinesa. Ao manter um ambiente de baixo oxigênio e baixa umidade dentro da embalagem, a eficácia e a vida útil dos medicamentos são prolongadas.
Em termos de higiene e segurança, a folha de alumínio atende aos rigorosos padrões de embalagem farmacêutica. Ela não é tóxica, inodora e não interage quimicamente com os medicamentos embalados. Isso garante que os medicamentos permaneçam puros e não contaminados durante o armazenamento e o transporte. A superfície lisa da folha de alumínio também evita a adesão de poeira e micro-organismos, aumentando ainda mais a qualidade higiênica da embalagem.
III.3. Desvantagens e Considerações
Comparado a alguns materiais de embalagem de plástico, o custo da folha de alumínio é relativamente alto. O processo de produção da folha de alumínio, incluindo a extração e o refino do minério de alumínio, bem como os procedimentos complexos de laminação e processamento, contribui para seu custo mais alto. Isso pode representar um desafio para os fabricantes farmacêuticos, especialmente quando se lida com a produção em larga escala de medicamentos genéricos de baixo custo. Nesses casos, materiais de embalagem alternativos com custos mais baixos podem ser considerados, embora possam não oferecer o mesmo nível de desempenho que a folha de alumínio.
A folha de alumínio tem um certo grau de fragilidade, especialmente quando a espessura é muito fina. Durante o processo de embalagem, o manuseio inadequado, como flexão ou alongamento excessivo, pode fazer com que a folha de alumínio rache ou quebre. Isso requer uma operação cuidadosa e o uso de maquinário de embalagem apropriado para garantir a integridade da folha de alumínio durante a produção de embalagens blister. Além disso, as bordas afiadas da folha de alumínio após o corte precisam ser cuidadosamente tratadas para evitar danos potenciais aos medicamentos ou à embalagem.
Em relação à reciclabilidade, a folha de alumínio é reciclável, mas o processo de reciclagem é mais complexo em comparação a alguns outros materiais. Ele requer instalações e processos de reciclagem especializados para separar e purificar a folha de alumínio de outros componentes da embalagem. Em algumas regiões, a disponibilidade dessas instalações de reciclagem pode ser limitada, o que pode afetar a compatibilidade ambiental geral do uso da folha de alumínio. No entanto, esforços estão sendo feitos para melhorar a eficiência da reciclagem e a infraestrutura para resolver esse problema.
IV. O Processo de Embalagem Blister Usando Filme de PVC de Prata
IV.1. Preparação do filme de PVC
O fornecimento de filme de PVC para embalagens blister farmacêuticas é uma etapa crucial. Fornecedores confiáveis são selecionados para garantir que o material atenda aos padrões de qualidade exigidos. Após o recebimento, o filme de PVC é inspecionado para vários parâmetros. A inspeção visual é realizada para verificar se há arranhões, furos ou irregularidades na superfície. As medições de espessura são feitas em vários pontos usando instrumentos de precisão para garantir a uniformidade. Isso é importante, pois a espessura inconsistente pode levar à formação de bolhas irregulares e afetar a qualidade geral da embalagem.
O filme de PVC é normalmente armazenado em um ambiente controlado para evitar exposição a calor excessivo, umidade e luz solar, o que poderia potencialmente degradar suas propriedades. Antes do uso, ele pode ser condicionado aos níveis apropriados de temperatura e umidade para aumentar sua formabilidade durante o processo de formação de bolhas.
Por exemplo, em uma instalação de embalagem farmacêutica, o filme de PVC é recebido em rolos e é primeiro examinado visualmente sob condições de iluminação adequadas. Quaisquer defeitos visíveis são marcados e as áreas afetadas são aparadas ou o rolo inteiro é rejeitado se os defeitos forem extensos. A espessura é medida usando um micrômetro em intervalos regulares na largura e no comprimento do rolo para garantir que ele caia dentro da faixa de tolerância especificada.
IV.2. Técnicas de formação de bolhas
Existem vários métodos para formar blisters a partir de filme de PVC, sendo a termoformagem e a formação a vácuo os mais comumente usados. Na termoformagem, o filme de PVC é aquecido a uma temperatura que o torna flexível. Essa faixa de temperatura é cuidadosamente controlada, geralmente entre 100 °C e 150 °C, dependendo da formulação específica do filme de PVC. Uma vez aquecido, o filme é então moldado no formato de blister desejado usando um molde macho ou fêmea. A pressão é aplicada para garantir que o filme se adapte precisamente à cavidade do molde.
A formação a vácuo, por outro lado, envolve aquecer o filme de PVC e então usar um vácuo para puxar o filme amolecido para dentro do molde. Este processo é particularmente útil para criar formas complexas. A pressão de vácuo é tipicamente mantida em torno de 0,8 a 1,2 bar.
Durante esses processos, parâmetros como temperatura, pressão e tempo precisam ser controlados com precisão. Se a temperatura for muito alta, o filme de PVC pode superaquecer e perder suas propriedades mecânicas, levando a bolhas fracas ou deformadas. Se a pressão for muito baixa ou o tempo for insuficiente, o filme pode não se formar corretamente, resultando em bolhas incompletas ou deformadas.
A maquinaria moderna melhorou significativamente a precisão e a eficiência da formação de blisters com filme de PVC. Máquinas de termoformagem e formação a vácuo controladas por computador estão agora disponíveis, as quais podem regular com precisão os parâmetros do processo. Essas máquinas também são equipadas com sensores avançados e sistemas de feedback para monitorar e ajustar o processo em tempo real, garantindo qualidade consistente e altas taxas de produção. Por exemplo, uma máquina de termoformagem de última geração pode produzir centenas de blisters por minuto com variação mínima de tamanho e formato.
IV.3. Etapas de selagem e acabamento
Após a formação das bolhas, elas precisam ser seladas para envolver os produtos farmacêuticos. A selagem a quente é um método comumente usado. A temperatura para selagem a quente é normalmente definida entre 120 °C e 180 °C, dependendo da espessura e composição do filme de PVC. O tempo e a pressão de selagem também são ajustados para garantir uma vedação adequada. Outra opção é o uso de adesivos, que são cuidadosamente selecionados para serem compatíveis com o filme de PVC e fornecer uma ligação forte e confiável.
Verificações de qualidade são realizadas para garantir a integridade dos selos. Inspeção visual é feita para verificar se há lacunas ou pontos fracos nos selos. Testes de vazamento também podem ser realizados, onde os blisters selados são colocados em uma câmara de vácuo ou imersos em um líquido para detectar qualquer vazamento.
Os retoques finais incluem aparar o excesso de filme de PVC ao redor das bolhas para dar uma aparência limpa e organizada. A etiquetagem é então realizada, fornecendo informações essenciais como o nome do medicamento, dosagem, data de validade e número do lote. As etiquetas são aplicadas usando máquinas de etiquetagem automatizadas para garantir precisão e consistência.
Em uma linha de embalagem farmacêutica, os blisters lacrados passam por uma série de estações de controle de qualidade. Na estação de corte, lâminas afiadas são usadas para cortar precisamente o excesso de filme. Os blisters etiquetados são então embalados em caixas ou outros materiais de embalagem secundária, prontos para distribuição a farmácias e instalações de saúde.
V. O Processo de Embalagem Blister Usando Folha de Alumínio
V.1. Preparação de Folha de Alumínio
A folha de alumínio usada em embalagens farmacêuticas é normalmente fabricada por meio de uma série de processos de laminação. Lingotes de alumínio de alta pureza são primeiro aquecidos e, em seguida, passados por vários conjuntos de rolos para reduzir gradualmente a espessura até o nível necessário. A escolha da liga de alumínio, como a liga 8011, é crucial, pois confere a resistência e a conformabilidade necessárias. A folha é então recozida para melhorar sua ductilidade e reduzir tensões internas.
O tratamento de superfície é frequentemente necessário para melhorar o desempenho da folha de alumínio. Um tratamento comum é o revestimento com uma camada protetora, como um polímero orgânico ou uma laca. Este revestimento serve para vários propósitos. Ele protege a folha de alumínio da oxidação, o que poderia levar à formação de óxido de alumínio e comprometer as propriedades de barreira da folha. Ele também melhora a adesão de revestimentos ou adesivos subsequentes, garantindo uma ligação forte. Por exemplo, uma fina camada de revestimento acrílico pode ser aplicada para aumentar a energia da superfície da folha, facilitando melhor umedecimento e adesão das tintas durante o processo de impressão. Além disso, o revestimento pode fornecer uma superfície lisa e uniforme, melhorando a aparência geral do produto impresso e embalado.
V.2. Operações de embalagem blister
O primeiro passo para incorporar papel alumínio no sistema de embalagem blister é frequentemente a impressão. Isso pode ser feito usando várias técnicas de impressão, como impressão em rotogravura ou impressão flexográfica. As informações impressas incluem detalhes essenciais, como o nome do medicamento, dosagem, número do lote e data de validade. Tintas de alta qualidade que são resistentes à abrasão e degradação química são usadas para garantir a legibilidade e durabilidade do texto e dos gráficos impressos.
Após a impressão, uma camada protetora ou adesivo pode ser aplicada na folha de alumínio. Se uma camada protetora for aplicada, ela protege ainda mais a folha de arranhões e outros danos físicos durante o manuseio e armazenamento. Quando um adesivo é usado, ele é cuidadosamente selecionado para garantir a compatibilidade tanto com a folha de alumínio quanto com a folha ou bandeja de plástico com a qual será combinada. A camada adesiva precisa fornecer uma ligação forte e confiável para manter a integridade da embalagem blister.
A folha de alumínio é então combinada com outros componentes, normalmente uma folha ou bandeja de plástico. A folha de plástico, geralmente feita de PVC ou material similar, é termoformada nas cavidades do blister que irão segurar os produtos farmacêuticos. A folha de alumínio é então posicionada precisamente e selada a quente ou laminada na folha de plástico. O processo de selagem a quente requer controle preciso de temperatura, pressão e tempo para garantir uma vedação adequada. A embalagem blister selada fornece um invólucro protetor para os medicamentos, protegendo-os de fatores ambientais como umidade, luz e ar.
V.3. Controle de Qualidade e Inspeção
Para embalagens blister baseadas em papel alumínio, vários parâmetros de qualidade são monitorados de perto. A integridade da camada de papel alumínio é de extrema importância. Isso inclui verificar a presença de furos, que podem permitir a entrada de ar e umidade, potencialmente comprometendo a qualidade do medicamento. Técnicas avançadas de inspeção, como detectores de furos, que usam métodos ópticos ou elétricos para identificar até os menores furos, são empregadas. A adesão entre o papel alumínio e outras camadas, como a folha de plástico ou revestimentos impressos, também é testada para garantir que não haja delaminação ou separação durante a vida útil do produto.
A inspeção visual é realizada para verificar se há defeitos de superfície, arranhões ou irregularidades na folha de alumínio. As informações impressas são verificadas quanto à precisão, clareza e durabilidade. Além disso, as dimensões gerais e o formato da embalagem blister são medidos para garantir que atendam às tolerâncias especificadas. Isso é crucial, pois dimensões inadequadas podem afetar o ajuste e a proteção dos medicamentos dentro da embalagem.
Técnicas avançadas de inspeção, como sistemas de visão de máquina, estão sendo cada vez mais usadas. Esses sistemas podem detectar defeitos e desvios dos padrões de qualidade exigidos de forma rápida e precisa. Eles podem analisar a superfície da folha de alumínio para detectar irregularidades, verificar o alinhamento e a qualidade do texto e dos gráficos impressos e até mesmo medir a espessura e a uniformidade da folha e de outras camadas. Ao garantir a mais alta qualidade dos produtos embalados finais, os fabricantes farmacêuticos podem aumentar a segurança do paciente e a eficácia dos medicamentos que produzem.
VI. Comparação do seu desempenho na proteção de medicamentos
VI.1. Extensão da vida útil
Em termos de manutenção da estabilidade química e potência dos medicamentos ao longo do tempo, a folha de alumínio geralmente supera o filme de PVC prateado. As excelentes propriedades de barreira da folha de alumínio contra umidade, oxigênio e outros gases reduzem significativamente a taxa de degradação do medicamento. Por exemplo, muitos medicamentos orais sólidos, como certos antibióticos e medicamentos cardiovasculares, são sensíveis à umidade e à oxidação. Quando embalados com folha de alumínio, a entrada desses fatores prejudiciais é severamente restrita, prolongando assim a vida útil do medicamento. Em contraste, o filme de PVC prateado, embora forneça algum grau de proteção, permite uma taxa de permeação relativamente maior de gases e umidade. Durante um longo período, os medicamentos embalados em filme de PVC prateado podem sofrer um declínio mais pronunciado na potência e na qualidade em comparação com aqueles em embalagens de papel alumínio. No entanto, para medicamentos com uma vida útil relativamente curta ou aqueles que são menos sensíveis a fatores ambientais, a diferença na extensão da vida útil entre os dois materiais pode ser menos significativa.
VI.2. Proteção contra fatores externos
A capacidade da folha de alumínio de proteger medicamentos da luz, umidade, oxigênio e outros fatores ambientais é altamente eficaz. Sua propriedade de bloqueio de luz é quase completa, protegendo medicamentos sensíveis à luz da degradação. Em um cenário do mundo real, considere um produto farmacêutico que contém um ingrediente fotossensível. Quando embalado em folha de alumínio, o medicamento permanece estável mesmo sob exposição prolongada à luz, enquanto se embalado em filme de PVC prateado, que tem algum grau de transparência, o medicamento pode ser mais suscetível à degradação induzida pela luz. Em termos de proteção contra umidade e oxigênio, a baixa permeabilidade da folha de alumínio garante que o medicamento seja armazenado em um ambiente relativamente seco e com baixo teor de oxigênio, evitando problemas como hidrólise e oxidação. O filme de PVC prateado, embora possa oferecer alguma proteção, não é tão eficiente quanto o papel alumínio nesse aspecto. Em condições de armazenamento úmidas ou ricas em oxigênio, os medicamentos embalados em filme de PVC prateado podem correr maior risco de deterioração da qualidade.
VI.3. Impacto na qualidade e eficácia dos medicamentos
O uso de papel alumínio na embalagem de medicamentos tem um impacto positivo na qualidade geral e eficácia dos medicamentos quando consumidos pelos pacientes. As excelentes propriedades de barreira mantêm a integridade química do medicamento, garantindo que o efeito terapêutico pretendido seja alcançado. Além disso, a superfície lisa do papel alumínio reduz a probabilidade de adesão e perda do medicamento durante o processo de embalagem e dispensação. Em contraste, as propriedades de barreira relativamente inferiores do filme de PVC prateado podem permitir algum grau de degradação do medicamento, o que pode afetar potencialmente a taxa de dissolução e a biodisponibilidade do medicamento. Se um medicamento foi parcialmente degradado devido à proteção inadequada da embalagem, sua dissolução no corpo pode ser mais lenta ou incompleta, levando a uma biodisponibilidade reduzida e potencialmente comprometendo o resultado do tratamento. Portanto, para medicamentos em que a dosagem precisa e a eficácia ideal são críticas, o papel alumínio é frequentemente a escolha preferida para garantir a mais alta qualidade e eficácia do medicamento.
VII. Análise de Custos em Embalagens Farmacêuticas
VII.1. Custos iniciais de material
Os preços de compra de filme de PVC prateado e folha de alumínio para aplicações de embalagens farmacêuticas podem variar significativamente. Geralmente, o filme de PVC prateado é mais econômico em termos de custo inicial de material. O preço de mercado do filme de PVC prateado normalmente varia de Y por metro quadrado, dependendo de fatores como espessura, grau de qualidade e fornecedor. Por exemplo, um grau comum de filme de PVC prateado com uma espessura adequada para a maioria das embalagens blister farmacêuticas pode custar cerca de $Z por metro quadrado em compras a granel.
Por outro lado, a folha de alumínio é relativamente mais cara. O preço da folha de alumínio para uso farmacêutico pode variar de B por metro quadrado. O custo mais alto da folha de alumínio é atribuído ao processo de produção mais complexo, incluindo a extração e o refino do minério de alumínio, bem como a necessidade de laminação e processamento precisos para atingir a espessura e a qualidade necessárias.
A quantidade de materiais comprados pode ter um impacto substancial no custo unitário. Pedidos maiores geralmente resultam em preços mais favoráveis devido a economias de escala. Fabricantes farmacêuticos que encomendam grandes volumes de filme de PVC prateado ou papel alumínio podem negociar preços mais baixos por unidade com os fornecedores. As classificações de qualidade também desempenham um papel crucial. Classificações de qualidade mais altas de ambos os materiais, que oferecem melhores propriedades de barreira, durabilidade e capacidade de impressão, geralmente têm um preço premium. Por exemplo, uma empresa farmacêutica que requer um filme de PVC prateado com desempenho de barreira aprimorado contra umidade e oxigênio pode precisar pagar um preço ligeiramente mais alto em comparação a uma classificação padrão.

Os acordos com fornecedores são outro fator importante. Contratos de longo prazo com fornecedores confiáveis podem fornecer preços mais estáveis e termos potencialmente melhores, como descontos, condições de pagamento favoráveis e prioridade no fornecimento durante períodos de alta demanda ou escassez de materiais.
VII.2. Custos de Processamento e Produção
Durante o processo de embalagem blister, os custos associados ao processamento de filme de PVC prateado e folha de alumínio diferem. Para filme de PVC prateado, o consumo de energia em processos de termoformagem ou formação a vácuo é relativamente moderado. O maquinário usado para processar filme de PVC é geralmente menos caro em comparação ao de folha de alumínio. No entanto, o custo da mão de obra pode ser um fator significativo, especialmente se o processo de produção exigir manuseio manual preciso ou ajustes frequentes para garantir a qualidade da formação do blister. O desgaste do maquinário usado para processamento de filme de PVC também são considerações, pois os moldes e equipamentos de formação podem precisar ser substituídos ou mantidos com mais frequência, dependendo do volume de produção e da complexidade dos designs do blister.
Em contraste, o processamento de papel alumínio envolve maior consumo de energia, particularmente nos processos de laminação e recozimento durante sua produção. O maquinário necessário para o manuseio de papel alumínio, como equipamentos de impressão e laminação de alta precisão, é mais caro. O custo de mão de obra para o processamento de papel alumínio também é relativamente alto, devido à necessidade de operadores qualificados para gerenciar as etapas de produção mais complexas e delicadas. Além disso, a fragilidade do papel alumínio pode levar a uma maior taxa de desperdício de material se não for manuseada adequadamente, aumentando ainda mais o custo geral de produção.
A complexidade do processo de embalagem para cada material tem um impacto direto nos custos gerais de produção. Por exemplo, se um produto farmacêutico requer uma embalagem blister personalizada com formas complexas e vários compartimentos, o processamento de filme de PVC prateado e papel alumínio será mais desafiador e caro. No entanto, o papel alumínio pode apresentar dificuldades adicionais devido à sua fragilidade e à necessidade de controle mais preciso durante os processos de laminação e selagem. Em contraste, designs de embalagens blister mais simples com formas e tamanhos padrão podem ser produzidos de forma mais eficiente e a um custo menor para ambos os materiais, embora a vantagem de custo do filme de PVC prateado em tais casos possa ser mais pronunciada.

VII.3. Considerações de custos a longo prazo
Custos de longo prazo relacionados a falhas de embalagem e recalls são considerações significativas para empresas farmacêuticas. Se a embalagem não proteger os medicamentos de forma eficaz, isso pode levar a recalls de produtos, o que pode ser extremamente custoso em termos de perda de receita, danos à reputação da empresa e potenciais responsabilidades legais. O filme de PVC prateado, com suas propriedades de barreira relativamente inferiores em comparação ao papel alumínio, pode representar um risco maior de falhas de embalagem para medicamentos que são altamente sensíveis à umidade, oxigênio ou luz. Por exemplo, se um medicamento embalado em filme de PVC prateado se deteriorar devido à entrada excessiva de umidade ao longo do tempo, isso pode resultar em um recall, incorrendo em custos como o descarte dos produtos defeituosos, reembalagem e compensação aos clientes.
Os requisitos de armazenamento também contribuem para o custo de longo prazo. A folha de alumínio, com suas excelentes propriedades de barreira, pode fornecer um ambiente de armazenamento mais estável para medicamentos, reduzindo a necessidade de condições de armazenamento especializadas, como umidade e temperatura controladas. Isso pode resultar em menores custos de energia para manter as instalações de armazenamento. Em contraste, medicamentos embalados em filme de PVC prateado podem exigir condições de armazenamento mais rigorosas para garantir sua qualidade e potência, o que pode aumentar os custos operacionais de longo prazo.
Com o tempo, a perda potencial na qualidade do medicamento devido à embalagem inadequada pode ter implicações econômicas. Se a eficácia de um medicamento for comprometida devido à degradação causada pelo material da embalagem, isso pode levar a um tratamento ineficaz para os pacientes. Isso pode resultar em custos adicionais para o sistema de saúde, como tratamentos repetidos ou a necessidade de medicamentos alternativos. Da perspectiva da empresa farmacêutica, isso pode levar à perda de participação de mercado e da confiança do cliente.

Concluindo, embora o filme de PVC prateado possa oferecer custos iniciais mais baixos de material e processamento para algumas aplicações de embalagens farmacêuticas, os custos de longo prazo associados a possíveis recalls de produtos, requisitos de armazenamento e degradação da qualidade do medicamento precisam ser cuidadosamente avaliados. A folha de alumínio, apesar de seu custo inicial mais alto, pode fornecer melhor custo-benefício a longo prazo, especialmente para medicamentos sensíveis a fatores ambientais e onde manter a mais alta qualidade e eficácia é crucial. Os fabricantes farmacêuticos precisam conduzir uma análise abrangente de custo-benefício, levando em consideração os custos de curto e longo prazo, para determinar o material de embalagem mais adequado para cada produto farmacêutico.
VIII. Impacto Ambiental
VIII.1. Reciclabilidade e Descarte
No contexto de resíduos de embalagens farmacêuticas, a reciclabilidade do filme de PVC prateado e da folha de alumínio apresenta diferentes desafios e oportunidades. O filme de PVC prateado, sendo um material plástico, é tecnicamente reciclável. No entanto, na prática, sua taxa de reciclagem é relativamente baixa. O principal motivo é que, durante o processo de reciclagem, o filme de PVC precisa ser separado de outros componentes da embalagem, como adesivos e camadas impressas, o que é um processo complexo e caro. Além disso, a presença de aditivos no filme de PVC pode afetar sua qualidade e usabilidade na forma reciclada. Em algumas regiões, a infraestrutura de reciclagem de PVC não é bem desenvolvida, levando a uma parcela significativa do filme de PVC prateado de embalagens farmacêuticas acabando em aterros sanitários ou sendo incinerado.

A folha de alumínio, por outro lado, é altamente reciclável. Ela pode ser derretida e reutilizada para produzir novos produtos de alumínio. No entanto, semelhante ao filme de PVC prateado, a reciclagem de folha de alumínio de embalagens farmacêuticas requer separação adequada de outros materiais. O tamanho pequeno e a natureza frequentemente laminada da folha de alumínio em embalagens blister farmacêuticas tornam o processo de separação mais difícil. Em alguns casos, o adesivo usado para unir a folha de alumínio a outras camadas pode contaminar o alumínio reciclado, reduzindo sua qualidade. Apesar desses desafios, a reciclagem de folha de alumínio é mais economicamente viável em comparação ao filme de PVC prateado, pois o valor do alumínio como matéria-prima é relativamente alto.

Métodos de descarte adequados para cada material são essenciais para minimizar seu impacto ambiental. Para filme de PVC prateado, se não puder ser reciclado, a incineração deve ser realizada em instalações com sistemas adequados de controle de poluição do ar para reduzir a emissão de substâncias nocivas, como dioxinas e ácido clorídrico. O aterro também é uma opção, mas deve ser feito em um aterro controlado para evitar a lixiviação de aditivos e outros contaminantes no solo e nas águas subterrâneas.
Para papel alumínio, a reciclagem é o método de descarte preferido. Muitos centros de reciclagem e indústrias estabeleceram processos para manusear e reciclar papel alumínio. Além dos métodos tradicionais de reciclagem, algumas abordagens inovadoras estão sendo exploradas, como o desenvolvimento de novas tecnologias de separação para melhorar a eficiência e a pureza do alumínio reciclado.

VIII.2. Pegada Ambiental Durante a Produção
A fabricação de filme de PVC prateado e folha de alumínio tem um impacto ambiental significativo. A produção de filme de PVC prateado envolve a polimerização de monômeros de cloreto de vinila, que é um processo que consome muita energia. A extração e a produção de matérias-primas, como cloro e etileno, também contribuem para sua pegada ambiental. Durante o processo de fabricação, são geradas emissões de compostos orgânicos voláteis (COVs), gases de efeito estufa e outros poluentes. O uso de aditivos no filme de PVC também pode representar riscos ao meio ambiente se não for gerenciado adequadamente.
Em termos de consumo de recursos, a produção de filme de PVC prateado requer quantidades significativas de água e energia. A produção de papel alumínio também tem um impacto ambiental notável. A extração de minério de alumínio através do processo Bayer e as etapas subsequentes de refino e laminação consomem grandes quantidades de energia. O processo de eletrólise usado para produzir alumínio é particularmente intensivo em energia, contribuindo para uma parcela significativa da pegada de carbono. Além disso, a mineração e o refino de minério de alumínio podem resultar na geração de materiais residuais, como lama vermelha, que requer descarte adequado para evitar contaminação ambiental.
Comparando as pegadas ambientais dos dois materiais, a folha de alumínio geralmente tem um maior consumo de energia e pegada de carbono durante a produção devido à natureza intensiva em energia da extração e refino de alumínio. No entanto, o filme de PVC prateado tem seu próprio conjunto de preocupações ambientais relacionadas ao uso de cloro e à liberação potencial de substâncias nocivas. Para reduzir esses impactos, várias medidas podem ser tomadas. Para o filme de PVC prateado, o desenvolvimento e o uso de aditivos e processos de produção mais ecológicos, como a redução do teor de cloro e a implementação de tecnologias de produção mais limpas, podem ajudar a minimizar sua pegada ambiental. Para a folha de alumínio, esforços podem ser feitos para melhorar a eficiência energética do processo de produção, como a adoção de tecnologias avançadas de eletrólise e o uso de alumínio reciclado como matéria-prima para reduzir a necessidade de produção de alumínio primário.

VIII.3. Alternativas sustentáveis e tendências futuras
Nos últimos anos, tem havido um interesse crescente em desenvolver e usar materiais de embalagem sustentáveis na indústria farmacêutica. Vários materiais emergentes mostram potencial para substituir ou ser usados em combinação com filme de PVC prateado e folha de alumínio. Um desses materiais são polímeros biodegradáveis, como ácido polilático (PLA) e poli-hidroxialcanoatos (PHA). Esses materiais oferecem a vantagem de serem biodegradáveis, reduzindo o impacto ambiental de longo prazo dos resíduos de embalagens. No entanto, eles também têm limitações em termos de propriedades de barreira e custo, que precisam ser melhoradas ainda mais para serem amplamente aplicáveis em embalagens blister farmacêuticas.
Outra alternativa é o uso de materiais à base de papel com revestimentos apropriados para melhorar suas propriedades de barreira. Esses materiais são renováveis e têm um impacto ambiental menor em comparação a plásticos e metais. No entanto, seu desempenho na proteção de medicamentos contra umidade, oxigênio e luz pode não ser tão bom quanto o da folha de alumínio, e mais pesquisas e desenvolvimento são necessários para otimizar suas propriedades.
As tendências futuras na indústria de embalagens farmacêuticas provavelmente se concentrarão em opções mais ecológicas. As empresas farmacêuticas estão cada vez mais cientes da importância de embalagens sustentáveis e estão tomando medidas para reduzir sua pegada ambiental. Isso inclui o uso de materiais de embalagem mais finos e eficientes para reduzir o consumo de material, o desenvolvimento de soluções de embalagens recicláveis e biodegradáveis e a implementação de processos de produção mais sustentáveis.

Além disso, há uma tendência crescente em direção ao uso de tecnologias de embalagem inteligentes que podem fornecer informações em tempo real sobre a qualidade e integridade dos medicamentos embalados. Essas tecnologias podem ajudar a reduzir o desperdício, garantindo que apenas medicamentos de alta qualidade sejam distribuídos e usados, e também podem melhorar a segurança do paciente, fornecendo alertas em caso de falhas na embalagem ou degradação do medicamento.
No geral, o futuro das embalagens farmacêuticas provavelmente verá uma combinação de novos materiais, processos de produção aprimorados e tecnologias avançadas para atender às demandas duplas de proteção de medicamentos e minimização do impacto ambiental.
IX. Requisitos e Normas Regulamentares
IX.1. Normas Internacionais para Embalagens Farmacêuticas
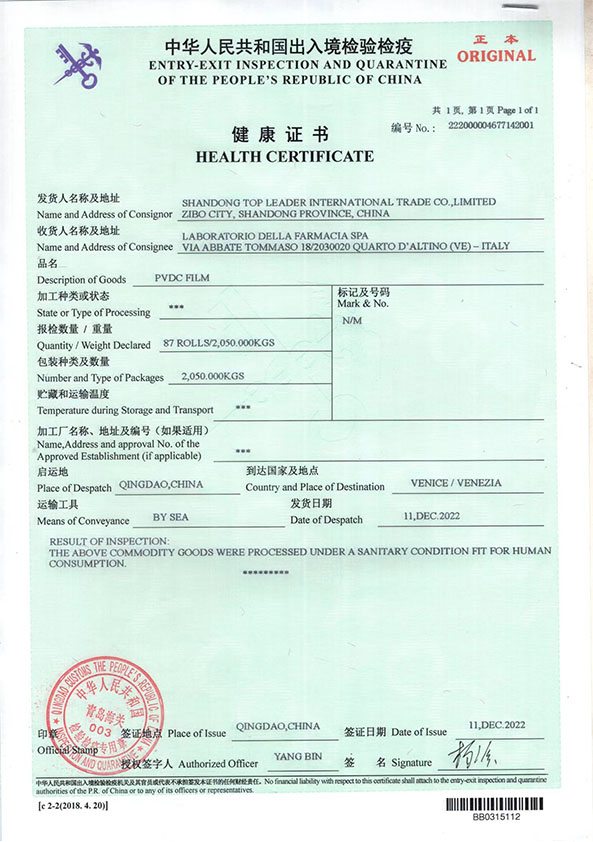
Na indústria farmacêutica global, há vários regulamentos e padrões internacionais importantes que regem o uso de materiais de embalagem como filme de PVC prateado e papel alumínio. Um dos mais proeminentes são os padrões da Organização Internacional para Padronização (ISO). Por exemplo, a ISO 11607 especifica os requisitos para materiais e sistemas de embalagem destinados a manter a esterilidade de dispositivos médicos e produtos farmacêuticos. Ela descreve os critérios para propriedades de barreira dos materiais, integridade do selo e resistência a fatores ambientais, como temperatura e umidade.
A Farmacopeia dos Estados Unidos (USP) também define padrões rigorosos para materiais de embalagem farmacêutica. Ela inclui testes para extraíveis e lixiviáveis de materiais de embalagem para garantir que nenhuma substância prejudicial seja transferida para os medicamentos. Na União Europeia, a Farmacopeia Europeia tem regulamentações semelhantes, com foco em garantir a segurança e a qualidade dos medicamentos embalados. Esses padrões são projetados para evitar contaminação, manter a estabilidade do medicamento e proteger os pacientes de danos potenciais causados por materiais de embalagem.
A conformidade com esses padrões internacionais é crucial para empresas farmacêuticas que exportam seus produtos ou operam em várias regiões. Ela garante que os materiais de embalagem usados, incluindo filme de PVC prateado e papel alumínio, atendam aos padrões de segurança e qualidade exigidos, salvaguardando assim a integridade dos medicamentos e a saúde dos consumidores.

IX.2. Requisitos específicos para PVC e folha de alumínio
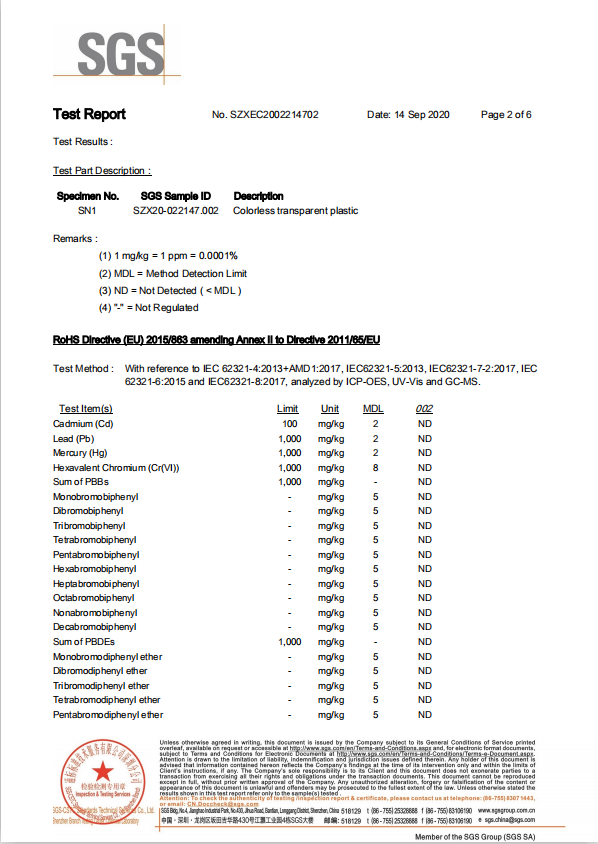
Em relação ao filme de PVC prateado, há requisitos e restrições específicas. Em termos de composição química, a quantidade de monômero de cloreto de vinila residual (VCM) é estritamente limitada. Por exemplo, a União Europeia estabeleceu um limite máximo de 1 ppm (partes por milhão) para VCM em PVC usado para embalagens de alimentos e produtos farmacêuticos. Isso ocorre porque o VCM é um carcinógeno conhecido, e mesmo quantidades vestigiais podem representar um risco à saúde humana. As propriedades físicas, como resistência à tração, alongamento na ruptura e resistência ao rasgo, também são especificadas para garantir que o filme possa suportar os rigores do processo de embalagem e proteger os medicamentos durante o manuseio e armazenamento.
Para folhas de alumínio, a pureza do alumínio normalmente precisa estar acima de 99%. Os elementos de liga, se presentes, devem ser cuidadosamente controlados para garantir que não afetem o desempenho e a segurança da folha. A espessura da folha usada em embalagens farmacêuticas geralmente está dentro de uma faixa específica, como 0,02 mm a 0,03 mm, para fornecer as propriedades de barreira necessárias. Além disso, a qualidade da superfície da folha de alumínio é importante, com requisitos de suavidade e ausência de arranhões ou furos.
Os fabricantes precisam cumprir com esses requisitos específicos para entrar no mercado de embalagens farmacêuticas. Isso envolve testes rigorosos e medidas de controle de qualidade. Por exemplo, eles devem conduzir testes usando técnicas analíticas avançadas, como cromatografia gasosa, para medir o VCM residual em filme de PVC. Para papel alumínio, eles precisam usar instrumentos de precisão, como medidores de espessura e detectores de furos de agulha, para garantir que o papel alumínio atenda aos padrões de espessura e qualidade especificados.

IX.3. Garantia de qualidade e monitoramento de conformidade
Órgãos reguladores e organizações da indústria estabeleceram mecanismos para garantia de qualidade e monitoramento de conformidade de materiais de embalagem farmacêutica. A Food and Drug Administration (FDA) nos Estados Unidos realiza inspeções e auditorias de instalações de fabricação farmacêutica, incluindo as operações de embalagem. Eles revisam a documentação de testes de controle de qualidade, o fornecimento de materiais e os processos de fabricação para garantir a conformidade com os regulamentos.
As organizações da indústria também desempenham um papel na promoção da garantia de qualidade. Por exemplo, a International Society for Pharmaceutical Engineering (ISPE) fornece diretrizes e melhores práticas para embalagens farmacêuticas. Eles conduzem programas de treinamento e workshops para educar os fabricantes sobre os padrões e técnicas mais recentes para garantir a qualidade dos materiais de embalagem.
Para garantir que o filme de PVC prateado e a folha de alumínio usados na embalagem atendam aos padrões exigidos, os fabricantes implementam uma série de etapas de controle de qualidade. Isso inclui a inspeção do material recebido, onde amostras de cada lote de filme de PVC e folha de alumínio são testadas para vários parâmetros, como espessura, propriedades de barreira e composição química. Durante o processo de produção, controles em processo são realizados para monitorar as operações de formação de blister, selagem e impressão. A inspeção do produto acabado envolve testar os produtos embalados finais quanto à integridade, precisão do rótulo e conformidade com os requisitos regulatórios.
Em caso de não conformidade, ações regulatórias podem ser tomadas. Isso pode incluir recalls de produtos, multas e restrições às operações do fabricante. Portanto, é essencial que as empresas farmacêuticas e os fornecedores de materiais de embalagem mantenham um controle de qualidade rigoroso e conformidade com os regulamentos para garantir a segurança e a eficácia dos medicamentos que embalam.

X. Estudos de caso de produtos farmacêuticos que utilizam esses materiais
X.1. Exemplos de produtos embalados com filme de PVC prateado
Analgésicos de venda livre: Muitos analgésicos comuns, como aspirina e comprimidos de paracetamol, são frequentemente embalados usando filme de PVC prateado. A conformabilidade do filme de PVC permite a criação de bolhas que podem segurar os comprimidos perfeitamente. O custo relativamente baixo do filme de PVC prateado é benéfico para medicamentos de venda livre produzidos em massa, ajudando a manter o preço de varejo acessível para os consumidores. Em termos de desempenho, a resistência ao impacto do filme de PVC protege os comprimidos durante o manuseio e transporte. Por exemplo, durante o processo de envio, os comprimidos têm menos probabilidade de quebrar ou lascar. O feedback do cliente tem sido geralmente positivo em relação à facilidade de uso. A transparência do filme permite que os usuários identifiquem rapidamente os comprimidos dentro, e a embalagem blister é conveniente para dosagem, permitindo que os usuários retirem facilmente o número necessário de comprimidos.
2. Suplementos vitamínicos: Alguns comprimidos e cápsulas de vitaminas também são embalados com filme de PVC prateado. A flexibilidade do filme de PVC é vantajosa para acomodar diferentes formatos e tamanhos de suplementos vitamínicos. A capacidade de termoformar o filme em vários designs de cavidades de blister garante um ajuste confortável para os produtos. De uma perspectiva de desempenho, ele fornece um certo nível de proteção contra umidade e ar, embora não seja tão eficaz quanto o papel alumínio. Por exemplo, em um ambiente de armazenamento doméstico normal, o filme de PVC pode evitar a entrada excessiva de umidade por um período, mantendo a qualidade das vitaminas. Os clientes apreciam a visibilidade clara dos produtos e a conveniência da embalagem blister, o que facilita a organização e o armazenamento das vitaminas.

X.2. Exemplos de produtos embalados com papel alumínio
Antibióticos: Muitos antibióticos, especialmente aqueles que são sensíveis à luz e à umidade, são embalados com papel alumínio. Por exemplo, certos antibióticos cefalosporínicos exigem um alto nível de proteção para manter sua potência. As excelentes propriedades de bloqueio de luz e barreira do papel alumínio evitam a degradação dos antibióticos causada pela exposição à luz e pela entrada de umidade e oxigênio. O uso de papel alumínio melhorou significativamente a estabilidade desses medicamentos durante o armazenamento e o transporte. No entanto, durante o processo de embalagem, cuidados especiais precisam ser tomados devido à fragilidade do papel alumínio. Os fabricantes farmacêuticos precisam garantir o manuseio preciso e usar maquinário apropriado para evitar rachaduras ou quebras do papel alumínio. Em alguns casos, as bordas afiadas do papel alumínio após o corte também podem representar um desafio, e medidas precisam ser tomadas para evitar danos potenciais aos medicamentos ou à embalagem.
2. Medicamentos hormonais: Medicamentos hormonais, como hormônios da tireoide e alguns hormônios esteroides, geralmente são embalados com papel alumínio. Esses medicamentos são altamente sensíveis a fatores ambientais, e o papel alumínio fornece a proteção necessária para garantir sua eficácia. A superfície lisa do papel alumínio também ajuda a evitar a adesão dos medicamentos, reduzindo o risco de perda do medicamento durante o processo de embalagem e distribuição. Os rigorosos requisitos de controle de qualidade para esses medicamentos exigem o uso de papel alumínio para manter a mais alta qualidade e estabilidade. No entanto, o custo mais alto do papel alumínio em comparação com alguns outros materiais é um fator que as empresas farmacêuticas precisam considerar. Elas precisam equilibrar o custo com a importância de proteger a integridade e a eficácia dos medicamentos hormonais.

X.3. Análise Comparativa de Estudos de Caso
Desempenho da embalagem: No caso de produtos embalados com filme de PVC prateado, como analgésicos de venda livre e suplementos vitamínicos, a embalagem fornece um certo grau de proteção contra danos físicos e alguma proteção limitada contra fatores ambientais. No entanto, em comparação com a folha de alumínio, as propriedades de barreira são inferiores. Para medicamentos embalados com folha de alumínio, como antibióticos e medicamentos hormonais, as excelentes propriedades de bloqueio de luz, à prova de umidade e barreira de oxigênio garantem um nível muito maior de proteção, reduzindo significativamente o risco de degradação do medicamento. Essa diferença no desempenho da embalagem é crucial para medicamentos com diferentes sensibilidades a fatores ambientais. Para medicamentos altamente sensíveis, o uso de folha de alumínio é essencial para manter sua qualidade e eficácia.
2. Aceitação do mercado: Produtos de venda livre embalados com filme de PVC prateado são amplamente aceitos no mercado devido à sua relação custo-benefício e conveniência. A transparência do filme e a facilidade de uso contribuem para sua popularidade entre os consumidores. Para produtos embalados com papel alumínio, como certos medicamentos prescritos, a aceitação do mercado é baseada na reputação do medicamento e na importância de proteger sua potência. Os profissionais de saúde e os pacientes são mais propensos a confiar na qualidade e estabilidade dos medicamentos embalados com papel alumínio, especialmente para aqueles medicamentos em que qualquer degradação pode ter consequências significativas. No entanto, o custo mais alto do papel alumínio pode limitar seu uso em algumas aplicações sensíveis ao custo.
3. Lições Aprendidas: A partir desses estudos de caso, fica evidente que a escolha do material de embalagem deve ser baseada em uma consideração cuidadosa das características do medicamento, sua sensibilidade a fatores ambientais e a análise geral de custo-benefício. Para medicamentos que são menos sensíveis e o custo é um fator importante, o filme de PVC prateado pode ser uma opção viável, desde que medidas apropriadas sejam tomadas para mitigar suas limitações. Para medicamentos que exigem um alto nível de proteção, a folha de alumínio é a escolha preferida, apesar do custo mais alto. Além disso, a melhoria contínua no processo de embalagem e no controle de qualidade é essencial para ambos os materiais para garantir a integridade e a segurança dos medicamentos embalados. As empresas farmacêuticas também devem se manter atualizadas com os últimos avanços em materiais e tecnologias de embalagem para otimizar suas estratégias de embalagem e atender às necessidades em evolução do mercado e aos requisitos regulatórios.

XI. Conclusão
Concluindo, tanto o filme de PVC prateado quanto a folha de alumínio desempenham papéis significativos na embalagem blister farmacêutica, cada um com seu próprio conjunto de características, vantagens e limitações. O filme de PVC prateado oferece boa conformabilidade, resistência ao impacto e custo-efetividade, tornando-o adequado para uma ampla gama de produtos farmacêuticos, especialmente aqueles que são menos sensíveis a fatores ambientais e onde o custo é uma consideração importante. No entanto, sua potencial liberação de substâncias nocivas sob certas condições e propriedades de barreira relativamente pobres em comparação com a folha de alumínio devem ser cuidadosamente avaliadas.
Por outro lado, a folha de alumínio fornece excelentes propriedades de bloqueio de luz, barreira contra umidade e oxigênio, e altos padrões de higiene e segurança. É a escolha preferida para medicamentos que são altamente sensíveis à luz, umidade e oxidação, garantindo a estabilidade e eficácia de longo prazo dos medicamentos. No entanto, seu custo mais alto e certas dificuldades de manuseio devido à fragilidade precisam ser levados em consideração.
Para o desenvolvimento futuro de materiais de embalagem farmacêutica, há uma tendência crescente em direção a opções mais sustentáveis e ecologicamente corretas. Os esforços de pesquisa e desenvolvimento estão focados em melhorar a reciclabilidade e reduzir a pegada ambiental dos materiais de embalagem. Ao mesmo tempo, a busca por melhores propriedades de barreira, custo-efetividade e compatibilidade com medicamentos continuará. As empresas farmacêuticas precisam conduzir avaliações abrangentes, considerando fatores como características do medicamento, requisitos regulatórios, análise de custo-benefício e impacto ambiental, para selecionar o material de embalagem mais apropriado para cada medicamento específico. Isso garantirá a qualidade, a segurança e a eficácia dos produtos farmacêuticos, ao mesmo tempo em que atenderá às demandas de desenvolvimento sustentável na indústria.